一、 拆卸
1 、一般当连接法兰或部件的温度降到80℃以下时,可以松螺栓进行拆卸(对于类似反应器连接螺栓等,应严格按照维护检修规程进行拆卸)。拆卸螺栓的顺序要严格按照规程进行,一般在作业位置差的部位开始对称往两边拆卸。
2、对于高温部位的螺栓,建议在拆卸前4小时左右,在拆卸的螺母的螺纹处浇上煤油或松动剂等,润滑螺纹间的氧化物,以便于拆卸。
3、对因螺纹咬死而无法用扳手或机械拆装的螺栓,可以氧气割或劈帽器进行切割,但施工单位在切割前必须征得相关部门同意并办理书面申请单(见附件1):切割数量小于检修计划内备件数量的由运行部确认,大于螺栓总数10%或规格在M36以上的需征得机动处主管人员同意。
4、用氧气割时,必须由持证、熟练的气焊工操作,对于规格在M36以上螺栓切割时尽量割下螺母以保护螺杆。切割时不应过急,应逐层将其熔化,防止误伤法兰或螺杆的螺纹。


二、 检修
1、螺栓拆下后,螺纹、螺母表面进行除锈、清洗,去除氧化皮和毛刺,对于螺纹有损伤的要用丝锥回扣或三角锉修整。在回装前应全部试扣,螺母与螺栓应以能轻松旋入选出为合格。
2、螺栓螺帽外观检查是否有裂纹,螺纹是否拉毛、滑牙,是否有较严重的腐蚀等缺陷,螺栓和螺母的配合应旋转自如,不得松动。如有以上缺陷之一者为不合格,对于小毛刺要修磨至合格。
3、高温或高压用螺栓(包括新旧)回装前应再次进行检查,加工尺寸准确,表面光洁,无裂纹、毛刺或凹陷等缺陷。M50以上(包括M50)螺栓应进行超声检测,M36以上(包括M36)螺栓应进行磁粉检测,M36以下螺栓应抽查磁粉检测,合格后方允许用于安装。上述无损检测均按JB4730的Ⅰ级为合格。无法进行检测的,须反馈给运行部确认。新螺栓同时必须有产品合格证明书,磁粉检验必须出具书面报告。
4、旧螺栓要归类堆放,作好标志,不同设备螺栓不得混用,同时做好防水措施;备件螺栓除进行外观检查和必要的磁粉检验外,还要对照质量保证书和检修计划,确认螺栓螺母的材质,压力和温度等级,严禁合金螺栓用普通螺栓替代。
5、螺栓螺母安装前应涂以二硫化钼、石墨粉或高温防咬合剂,对于高温部位使用螺栓不能使用黄油,对于新领用的螺栓回装前一定要将原有的黄油等清洗干净,涂好润滑剂等再回装。
4、对高压设备上所有M50以上(包括M50)螺栓还应增加以下检查内容:a) 检查这些螺栓、螺母的硬度及硬度差是否正常,b) 要求复验所有这些螺丝的尺寸包括螺栓总长、螺距及其变化量、螺纹的实际配合间隙等数据,并适当调整测得配合间隙偏小的螺栓螺母,记录最终调整后的配合间隙,c) 为便于今后检修中确认这些螺栓检查数据的变化情况,要求在螺栓的端部及螺母非接触面的端部打上钢印编号。

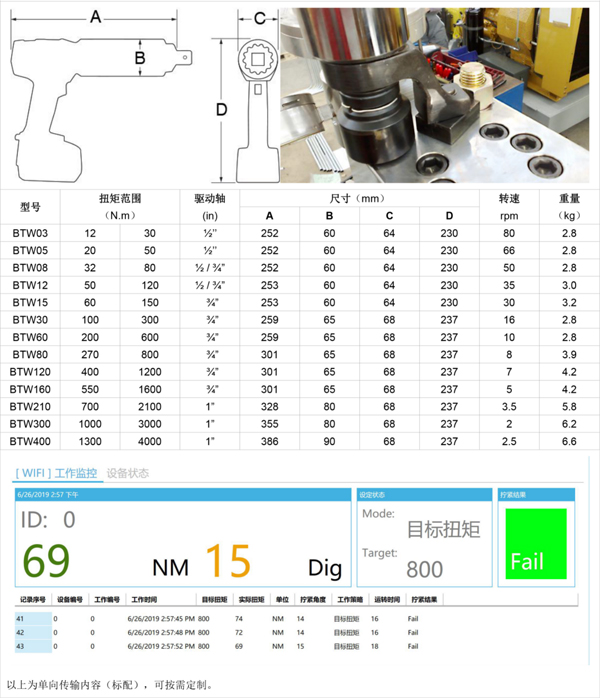
三、 回装建议采用PIPER派柏进口直柄弯柄数显定扭矩电动扳手
1、螺栓回装时要严格按照检修规程进行,对高温部位螺栓要先冷紧后热紧,冷紧、热紧的顺序要按照对称的原则进行,螺栓的扭紧力矩要把握好,既要达到密封的力矩,又不能超过螺栓的能承受的的力矩。
2、对于浮头式换热器,在管程试压后,须再紧一遍螺栓。
3、对于沉头式螺栓的拆卸和安装都必须按照原来的位置进行编号,即使是规格、型号、尺寸完全相同的螺栓也不要混肴,尽量原拆原装。
4、换热器管箱、大帽、小浮头等大直径的法兰螺栓和高压部位螺栓紧固时应使用合适的PIPER派柏进口直柄弯柄数显定扭矩电动扳手,保证合适、准确、均匀的紧固扭矩。
5、高温合金螺栓如是原拆原装、标识清楚、专用盒子摆放、未与其他螺栓混用的可不打光谱检查,否则重新使用前必须按规定打光谱进行检查。新更换的高温合金螺栓视情况进行抽检。